
کامپاند سازی
دپارتمان کامپاند سازی؛ فرآیند کامپاندینگ و اختلاط الاستومرها
کامپاندینگ لاستیک فرآیندی مهندسیشده برای تبدیل کائوچوی خام به آمیزهای همگن، پایدار و قابل فرآیند است. در این مقاله با فلسفه کامپاندینگ، اجزای اصلی کامپاند، روشهای اختلاط، تجهیزات مهم مانند میل دو غلطکی و بنبوری و نقش کنترل کیفیت در تولید قطعات لاستیکی آشنا میشوید.
فلسفه کامپاندینگ یا اختلاط الاستومرها
الاستومرها به دلیل ویسکوزیته مذاب و عصبیت یا Nerve بالا، به تنهایی بهراحتی قابل فرآیند شدن نیستند و بهینهسازی شرایط فرآیندی برای الاستومر خام بسیار دشوار است. به همین دلیل، برای تنظیم و کنترل خواص رئولوژیکی الاستومرها و سپس تقویت خواص فیزیکی، شیمیایی و حرارتی با کمک افزودنیها، عملیات کامپاندینگ یا اختلاط انجام میشود.
از سوی دیگر، الاستومرها بدون ولکانیزاسیون قابل شکلدهی نهایی نیستند و به تنهایی نیز ولکانیزه نمیشوند. بنابراین باید حاوی سیستم پخت باشند و این سیستم از طریق فرآیند کامپاندینگ به آمیزه اضافه میشود.
فرآیند کامپاندینگ لاستیک چیست؟
کامپاندینگ لاستیک به مجموعه عملیاتی گفته میشود که طی آن مواد اولیه از پیش تعیینشده در یک فرمولاسیون مشخص، تحت شرایط کنترلشده مکانیکی و حرارتی با یکدیگر مخلوط میشوند تا یک کامپاند یا آمیزه همگن، پایدار و قابل فرآیند به دست آید.
کامپاند، مخلوط یا آمیزه حاصل از فرآیند کامپاندینگ است. هدف اصلی این فرآیند، ایجاد خواص فیزیکی مطلوب در قطعه نهایی، کاهش قیمت تمامشده تولید، دستیابی به فرآیندپذیری مناسب و بهینهسازی رفتار رئولوژیکی با حداقل هزینه است.
در کامپاندینگ، کیفیت نهایی تنها به نوع مواد وابسته نیست؛ بلکه نحوه اختلاط، ترتیب ورود مواد و شرایط فرآیندی مانند دما و سرعت اختلاط نیز نقش تعیینکنندهای در عملکرد کامپاند دارند.
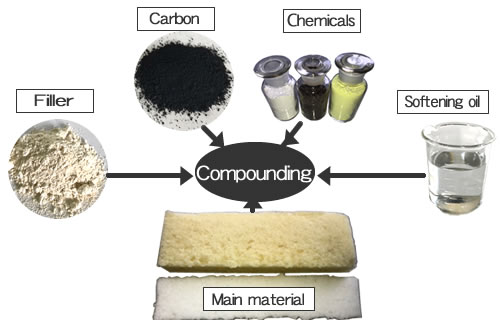
اجزای کامپاند لاستیکی
- الاستومر
- عوامل تقویتکننده و پرکننده
- کمکفرآیندها مانند روغن، واکس و رزین
- پایدارکنندهها مانند آنتیاکسیدانتها، آنتیاوزونانتها و پایدارکنندههای نوری و حرارتی
- فعالکننده سیستم پخت
- مواد رنگی
- سیستم پخت
اهمیت فرآیند کامپاندینگ در صنعت لاستیک
فرآیند کامپاندینگ یکی از حساسترین و اثرگذارترین مراحل زنجیره تولید قطعات لاستیکی است، زیرا یکنواختی پراکنش مواد مستقیما بر خواص مکانیکی و فیزیکی قطعه اثر میگذارد. همچنین رفتار پخت و تکرارپذیری فرآیند تولید به کیفیت کامپاند وابسته است.
اختلاط نامناسب میتواند باعث پخت ناهمگن، کاهش استحکام و دوام، افزایش مانایی فشار و افت خواص دینامیکی شود. حتی بهترین فرمولاسیونها نیز در صورت اجرای نادرست کامپاندینگ، به نتیجه مطلوب نمیرسند. به همین دلیل، کامپاندینگ پلی میان فرمولاسیون و محصول نهایی است و نقشی کلیدی در کنترل کیفیت دارد.
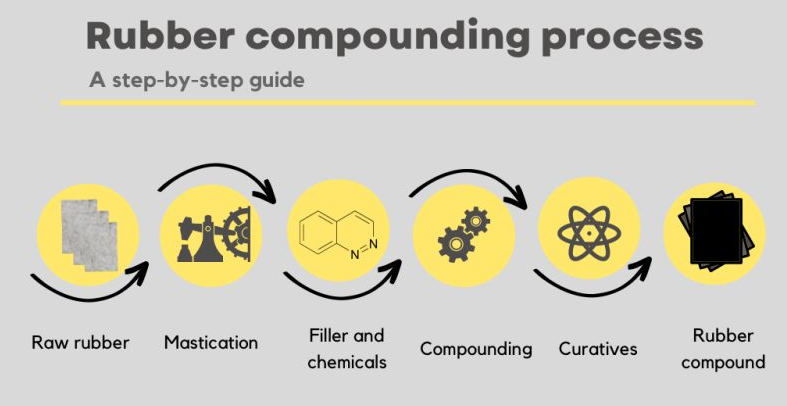
مراحل اصلی فرآیند کامپاندینگ لاستیک
آماده سازی مواد اولیه
مواد اولیه شامل الاستومر پایه، پرکنندهها، نرمکنندهها و سایر افزودنیها بر اساس فرمولاسیون مشخص، توزین و آماده ورود به فرآیند اختلاط میشوند. دقت در این مرحله، شرط اولیه یکنواختی کامپاند است.
هرگونه انحراف حتی جزئی در مقدار الاستومر، فیلرها، روغنها یا افزودنیها میتواند بر ویسکوزیته، یکنواختی اختلاط، خواص مکانیکی و پایداری فرآیند اثر بگذارد. کنترل دقیق نسبت اجزا، تضمینکننده تکرارپذیری فرمولاسیون و ثبات کیفیت محصول نهایی است.
در تکنولوژی مدرن و مقیاس بزرگ، توزین مواد و افزودن آنها با استفاده از تجهیزات کنترلشده به صورت اتوماتیک انجام میشود. الاستومرهایی که به واحد اختلاط تحویل داده میشوند نیز با تیغههای برش و گیوتین به قطعات کوچکتر تقسیم میشوند تا متناسب با وزن هر بچ اختلاط قابل توزین باشند.
کائوچوی NR در دماهایی که به طور قابل ملاحظهای بالاتر از نقطه انجماد هستند، اصطلاحا به صورت منجمد است و برش دادن آن دشوار خواهد بود. بنابراین پیش از مرحله اختلاط، در گرمخانهها تا حدود ۵۰ درجه سانتیگراد گرم میشود.
اختلاط مکانیکی مواد و انواع روشهای اختلاط لاستیک
اختلاط باز؛ Open Mixing یا Two Roll Mill
در اختلاط باز، تمامی مراحل اختلاط در فضای باز انجام میشود. این روش با استفاده از میلهای اختلاط و روی دو غلطک صاف و موازی انجام میگیرد که با فاصله مشخص تنظیم میشوند. قابل مشاهده بودن مواد در همه مراحل، کنترل دستی فشار و سرعت غلطکها و انعطاف بالا برای افزودن مواد مختلف از مزایای این روش است.
البته اختلاط باز زمانبر است و برای حجمهای بزرگ، انرژی زیادی مصرف میکند. همچنین پراکنش فیلر و افزودنیها ممکن است یکنواخت نباشد و تکرارپذیری آن نسبت به اختلاط بسته کمتر است.
اختلاط بسته؛ Internal Mixer یا Banbury
در اختلاط بسته، مواد درون محفظه اختلاط با روتورهای داخلی قرار میگیرند و با برش شدید و اعمال فشار همزمان، به طور کامل با یکدیگر ترکیب میشوند. سرعت بالا، یکنواختی بهتر کامپاند، کنترل دما و فشار و تکرارپذیری بالا از مزایای مهم این روش است.
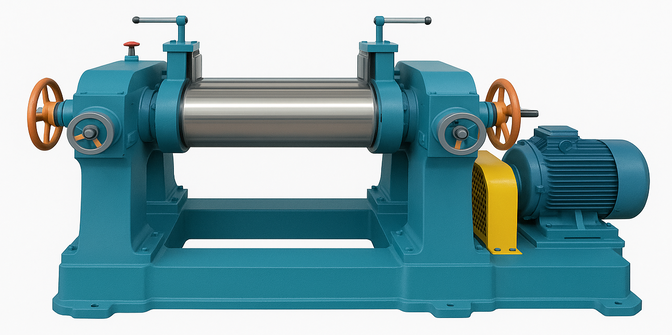
میل های اختلاط یا Two Roll Mills
میلهای اختلاط نوعی مخلوطکن بیرونی هستند که اجزای اصلی آنها دو غلطک استوانهای ناهمسوگرد است که به طور افقی و موازی کنار یکدیگر قرار گرفتهاند. این استوانهها آمیزه را به گردش درمیآورند و آن را میکشند. تهیه آمیزه با میل دو غلطکی عمدتا در کارخانههای کوچک یا برای تولید مقدار کم آمیزه انجام میشود.
عملیات فرآیندی روی میل اختلاط
- نرم کردن یا خرد کردن؛ Mastication
- اختلاط؛ Mixing
- خنک کردن؛ Cooling
- پرداخت و ورقه کردن آمیزههای لاستیکی؛ Finishing of Rubber Compounds
- پیشگرم کردن آمیزههای لاستیکی؛ Pre-heating of Already Mixed Compounds
مشخصات رایج غلطک های استاندارد
| اندازه غلطک، طول × قطر (mm) | اندازه بچ (Kg)، چگالی ۱ | قدرت موتور (اسب بخار) |
|---|---|---|
| 152 × 330 | 0.5 - 1 | 7.5 |
| 203 × 406 | 1 - 2 | 10 - 15 |
| 254 × 508 | 2 - 4 | 15 - 20 |
| 305 × 610 | 4.5 - 8.5 | 30 - 40 |
| 355 × 762 | 9 - 14 | 40 - 50 |
| 406 × 1067 | 14 - 23 | 70 - 75 |
| 457 × 1220 | 20 - 32 | 75 - 100 |
| 560 × 1524 | 34 - 57 | 125 - 150 |
| 610 × 1829 | 57 - 90 | 150 - 200 |
| 660 × 2134 | 68 - 110 | 150 - 200 |
| 710 × 2134 | 80 - 136 | 200 - 250 |
ساخت آمیزه بر روی میل اختلاط
فرآیند اختلاط روی میل میتواند پس از مرحله نرم کردن الاستومر انجام شود. اگر از الاستومر از پیش نرمشده استفاده شود، ابتدا باید روی غلطک و در دمای ۴۰ تا ۵۰ درجه سانتیگراد به شکل نوار پیوسته درآید. سپس اجزایی مانند محافظتکنندهها، رزینها، پرکنندهها و نرمکنندهها افزوده میشوند.
عوامل پخت بهتر است در مرحلهای جداگانه اضافه شوند. شتابدهندهها که معمولا در مقدار کم استفاده میشوند و باید کاملا در الاستومر پخش شوند، در آغاز عملیات روی غلطک افزوده میشوند. در مقابل، گوگرد که به راحتی پخش میشود، در انتهای چرخه اختلاط به آمیزه اضافه میشود.
در طول افزودن اجزای آمیزه، فاصله میان دو غلطک به تدریج افزایش داده میشود تا همواره تودهای در حال چرخش از مواد در دهانه غلطکها باقی بماند. برای یکنواختسازی، آمیزه مرتبا بریده، لوله و دوباره به غلطکها بازگردانده میشود.
ترتیب افزودن مواد اهمیت زیادی دارد. اگر پلاستیسایزرها پیش از پرکنندهها اضافه شوند، زمان اختلاط طولانیتر میشود؛ زیرا نوار ایجادشده روی میل از هم گسیخته شده و نیروی برشی کمتری به آمیزه وارد میشود. در نتیجه کیفیت پخش پرکنندهها کاهش مییابد.
یک فرآیند اختلاط کامل روی میل اغلب بین ۲۰ تا ۳۰ دقیقه طول میکشد. البته در برخی موارد این زمان میتواند بیشتر شود.

مخلوط کن های داخلی یا Internal Mixers
در کارخانههای بزرگ لاستیک، به ویژه کارخانههای تولید تایر، مخلوطکنهای داخلی تا حد زیادی جایگزین غلطکها شدهاند. در این تجهیزات که به بنبوری نیز معروفاند، فرآیند اختلاط درون یک محفظه بسته و توسط روتورهای در حال چرخش انجام میشود.
مخلوطکنهای داخلی امکان تهیه آمیزههایی یکنواختتر و بچهایی با حجم بزرگتر را فراهم میکنند. همچنین ایجاد محیطی عاری از غبارهای معلق در هوا از مزایای مهم آنها است.
مخلوط کن داخلی دارای رام و بدون رام
مخلوطکنهای داخلی به دو دسته مجهز به رام و بدون رام تقسیم میشوند. در بنبوریهای دارای رام، یک پیستون هیدرولیکی یا پنوماتیکی در بالای محفظه اختلاط قرار دارد و پس از شارژ مواد، به سمت پایین حرکت میکند تا مواد را با فشار مکانیکی کنترلشده به داخل محفظه و روی روتورها هدایت کند.
نقش رام در فرآیند اختلاط
- اعمال فشار یکنواخت و مداوم روی مواد
- جلوگیری از بازگشت مواد به قیف شارژ
- افزایش تماس مواد با روتورها
- افزایش شدت برش و بهبود پراکنش فیلرها
- افزایش دانسیته بارگیری
- کنترل بهتر دما و انرژی ورودی
- افزایش راندمان اختلاط
- مناسب بودن برای کامپاندهای پر از فیلر
در مخلوطکنهای داخلی بدون رام، ورود و نگهداشت مواد در محفظه تنها با کمک طراحی هندسی روتورها، سرعت چرخش و نیروی گرانش انجام میشود. این نوع مخلوطکنها از نظر اقتصادی چندان مقرونبهصرفه نیستند و کیفیت آمیزه تولیدشده با آنها نیز مطلوب نیست.
اجزای اصلی مخلوط کن داخلی
- چهارچوب یا اسکلت اصلی
- محفظه اختلاط
- مجرای کانالی تغذیه
- روتورهای خمیرکننده
- دریچه تخلیه
تهیه آمیزه لاستیکی در مخلوط کن داخلی
پر کردن محفظه مخلوطکن زمانی انجام میشود که رام در حالت بالا قرار گرفته است. ابتدا تکهها یا چیپسهای کائوچوی وزنشده به داخل مخلوطکن ریخته میشوند. پس از یک نرم کردن کوتاه، فیلرها، پلاستیسایزرها و مواد شیمیایی اضافه میشوند و سپس رام پایین آورده میشود.
اگر حجم پر شدن محفظه بنبوری و فشار رام صحیح باشد، پایین آمدن صدای ضربه انتهای رام را میتوان پس از ۱۵ تا ۲۰ ثانیه شنید. سپس دمای آمیزه بالا میرود و آمیزه به سرعت تخلیه میشود.
روش دیگر اختلاط، روش وارونه یا Upside-Down است. در این روش ابتدا پرکنندهها و سپس کائوچو برای ایجاد نیروهای برشی زیاد اضافه میشوند.
در بیشتر موارد، آمیزه لاستیکی به طور کامل تا مرحله نهایی در مخلوطکن داخلی مخلوط نمیشود؛ زیرا این حالت میتواند باعث اسکورچ شدن و بروز ولکانیزاسیون زودرس شود.
کنترل دمای اختلاط، تخلیه کامپاند و کنترل کیفیت
پارامترهایی مانند دما، زمان، سرعت روتورها و انرژی ورودی باید به صورت دقیق کنترل شوند تا از تخریب کامپاند جلوگیری شود. کنترل دما در کامپاندینگ اهمیت ویژهای دارد، زیرا افزایش بیش از حد دما میتواند باعث پخت زودهنگام یا Scorch و افت خواص مکانیکی شود.
تخلیه و فرم دهی اولیه کامپاند
پس از پایان اختلاط، کامپاند از بنبوری تخلیه شده و معمولا به صورت ورق یا نوار شکلدهی میشود تا برای مراحل بعدی تولید یا آزمونهای آزمایشگاهی آماده شود.
پخت آزمایشی و کنترل کیفیت
نمونههایی از کامپاند تولیدی تحت آزمونهای کنترل کیفیت و پخت آزمایشی قرار میگیرند تا یکنواختی رفتار پخت، تطابق با مشخصات فنی و قابلیت فرآیندپذیری در تولید بررسی شود.
نمودار فرآیند اختلاط در بنبوری
فرآیند اختلاط در بنبوری را میتوان از طریق تغییرات توان مصرفی دستگاه در طول زمان تحلیل کرد. نمودار توان-زمان بنبوری تصویری گویا از تحولات رئولوژیکی آمیزه در طول فرآیند اختلاط ارائه میدهد و مبنای تحلیل علمی مراحل میکسینگ محسوب میشود.

